
来源:https://www.instrument.com.cn/news/20250422/779457.shtml
著作权归作者所有
导读: 王永增博士提到,基于目前CAR-T细胞治疗工艺中面临的诸多问题(周期长、工艺复杂、容错率低、无法常规除菌/灭菌、批量小等),血细胞分离机、生物反应器及流式细胞仪等自动化仪器设备和数字化技术的应用是工艺自动化的必由之路。
4月17日,第九届免疫基因及细胞治疗大会(IGC2025)在北京拉开帷幕。在当天的免疫细胞药物专场,合源生物的首席技术官王永增博士带来了关于《细胞治疗工艺自动化、变更与可比性研究策略》的精彩演讲。
王永增博士2021年起任合源生物CTO,在国内首个自研CD19靶向白血病的CAR-T药物—纳基奥仑赛注射液(商品名:源瑞达®)的临床研究和上市过程中,全面负责药学研究、生产和与监管部门沟通。在全球首个CAR-T产品—诺华Kymriah的商业化进程中,在临床端落地和质量监察方面发挥了关键作用。王永增博士2001年获希伯来大学博士,2002-2007年在爱荷华州立大学和康奈尔大学从事博士后;也曾在CAR-T细胞治疗先锋团队Michel Sadelain博士麾下工作多年,并参与二代CAR-T产品治疗成人急淋(B-ALL)临床应用的全球率先突破工作。

王永增博士提到,CAR-T细胞治疗作为精准肿瘤免疫疗法,其生产工艺涉及单采血、T细胞分选、基因转导、扩增培养及制剂制备等关键环节。基于目前CAR-T细胞治疗工艺中面临的诸多问题(周期长、工艺复杂、容错率低、无法常规除菌/灭菌、批量小等),血细胞分离机、生物反应器及流式细胞仪等自动化仪器设备的应用是工艺自动化和优化的必由之路,可显著提升细胞采集效率、细胞培养一致性及细胞质量控制精度,同时减少人为操作误差。使用像美天旎的全自动一体机Prodigy,或全自动一次性生产16批产品的Cellares,可大幅降低对生产环境洁净级别的要求和人员配备,也是解决目前自体CAR-T细胞治疗量产的新方向。
在部分数据密集型工艺环节,王永增博士直接给出了详细的自动化方案。譬如:
质量控制
痛点:手动流式细胞术检测耗时,数据记录易出错。
自动化方案:部署高通量流式细胞仪与自动化数据分析软件,预设CAR表达、细胞表型、活力检测模版,可自动生成检测报告上传至实验室信息管理系统(LIMS)。
制剂与冻存
痛点:手动冻存程序易受人为操作影响,导致细胞复苏活力下降。
自动化方案:使用程控降温仪,预设经验证的冻存曲线,并自动完成冷冻保护剂添加、分装与液氮存储,搭配RFID标签实现冻存制剂全流程定位追踪。
现场王永增博士还分享了不同工艺环节的关键仪器设备,对应的核心技术参数要求及选型依据:
细胞采集
关键仪器:自动化血细胞分离机
核心技术参数:采集效率≥50%;单核细胞回收率≥95%;可自动调节采集速度;
选型依据:符合AABB标准,支持个性化采集方案(如体重/细胞计数目标)。
细胞分选
关键仪器:封闭式磁珠分选系统
核心技术参数:分选纯度≥95%;处理量≥1*109细胞/次;无菌闭环设计(避免开发操作);
选型依据:支持临床级细胞处理;内置质量控制模块,如纯度实时监测。
基因转导
关键仪器:自动化加样工作站
核心技术参数:加样精度:±1%体积;温度控制范围2-37℃;具备防交叉污染紫外消毒功能;
选型依据:兼容病毒载体与多种试剂;支持梯度转导条件优化。
细胞扩增
关键仪器:智能生物反应器
核心技术参数:培养体积5-200L;pH/DO控制精度:±0.1/±5%;集成细胞密度/活力在线监测
选型依据:支持无血清培养;具备工艺放大能力,能满足实验室到生产规模无缝转换。
质量控制
关键仪器:高通量流式细胞仪
核心技术参数:检测参数≥10色;样本处理速度≥100个样本/小时;可自动数据校准(荧光补偿);
选型依据:符合21 CFR Part 11,支持电子签名与数据审计追踪。
制剂冻存
关键仪器:程控降温设备
核心技术参数:降温速率0.1-10℃/min可调节,温度误差±0.5℃
选型依据:兼容冻存袋/冻存管;支持多批次并行处理。

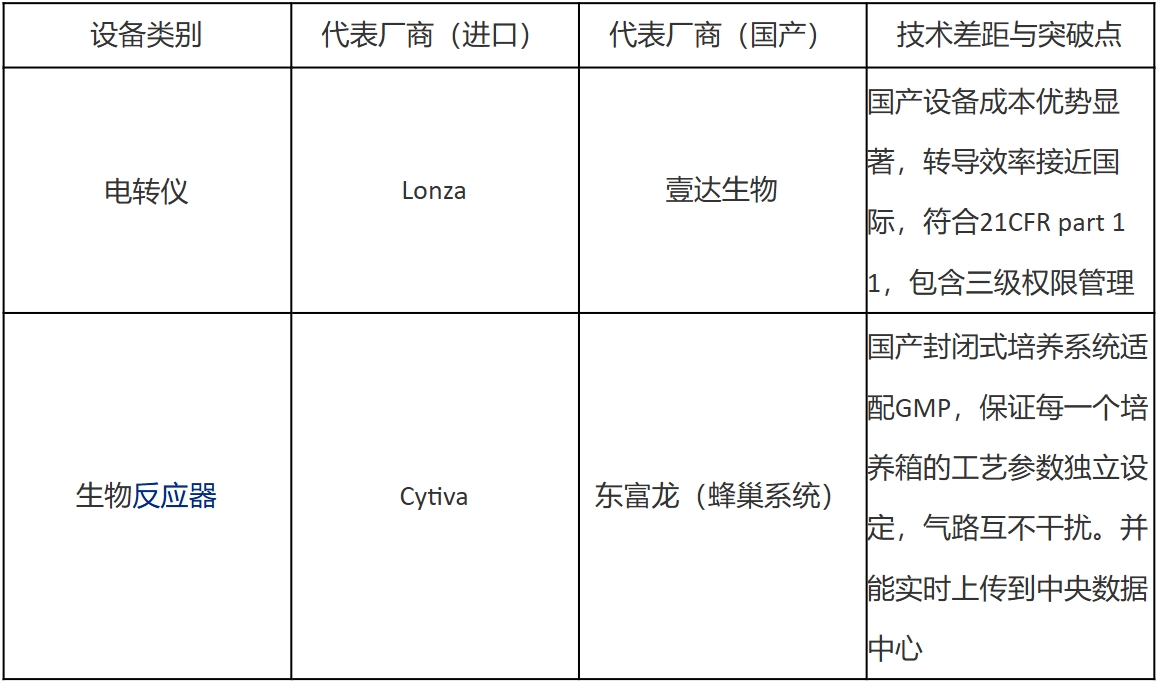
免疫细胞药物生产设备正结合数字化,向自动化、封闭化、模块化发展,国际厂商如Miltenyi、Cytiva仍主导高端市场,但国产厂商在部分工艺环节已实现技术突破,且在审计追踪、成本控制方面优于进口,在未来有望实现真正的国产替代。
 查看更多 +
查看更多 +
 010-65960020
010-65960020
 pr@juventas.cn
pr@juventas.cn

